














產品詳情
【關鍵詞】鑄鋼件;鑄鋼節點
目前,為了適應鑄鋼節點的快速發展, 我國準備編制鑄鋼節點規范,因此對鑄鋼 節點的研究勢在必行。本文從鑄鋼節點的 特點、設計、質量控制、焊接等方面進行系 統研究,提出了鑄鋼節點的設計準則,不僅 為該種節點在工程中的推廣應用提供指 導,而且為今后規范的編制提供參考。
1.1鑄鋼節點的常用結構形式
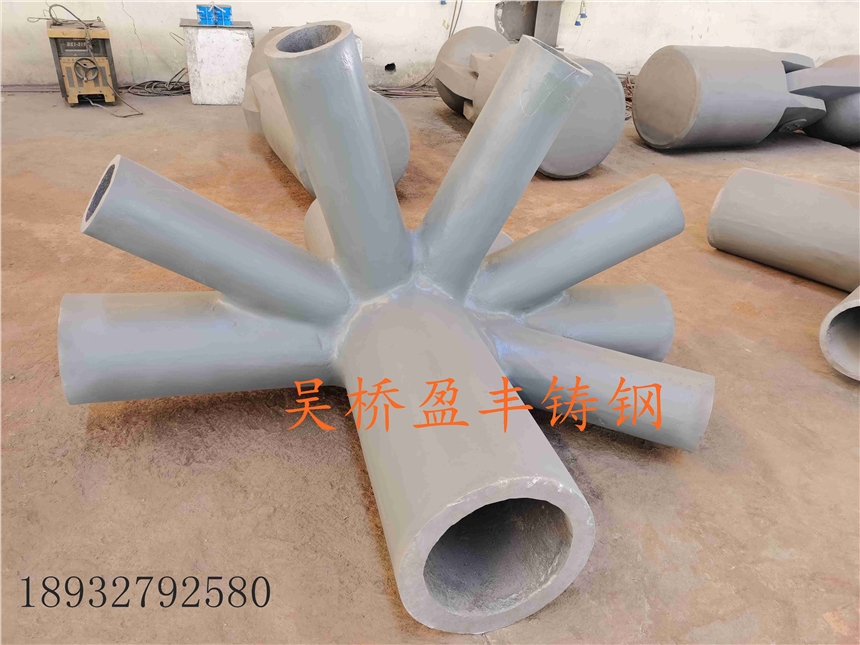
鑄鋼節點的常用結構形式有樹型鑄鋼 節點、釵接鑄鋼節點及混合型鑄鋼節點等。 樹型鑄鋼節點,用來取代主管與多根支管 相貫的節點,用對接焊縫取代相貫焊縫,焊 縫分散,減少了焊接應力集中。釵接鑄鋼節 點,常用于桿件端部連接處(如支座處等), 可簡化節點、造型美觀。混合型鑄鋼節點, 具有樹型鑄鋼節點和釵接鑄鋼節點的共同 特點。在南京奧林匹克體育中心項目中還 設計了鑄鋼球節點。
1.2鑄鋼節點的特點




鑄鋼節點與普通管相貫節點、管板節 點相比,具有以下特點:
1) 可根據實際需要設計結構形式,可 塑性強、造型美觀。
2) 鑄鋼節點一般為實心,僅在接口處 局部挖空,即使全為空心,也比鋼管或鋼 板厚。因此承載力高、抗變形能力強。
3) 鑄鋼節點常以對接焊縫取代管管相 貫焊縫、取消管板組合焊縫,可分散焊縫, 減少焊接量,減小焊接應力集中。
4) 勻質性相對較差
2、 鋼結構用鑄鋼節點在國內廣泛推廣需 要解決的幾個問題
在國內,由于結構用鑄鋼件應用于大 型民用建筑鋼結構中的重要節點剛剛起 步,鑄鋼節點廣泛推廣應用迫切需要解決 的主要問題如下:
2.1鑄鋼件標準
國內之前鑄鋼標準《焊接結構用碳素 鋼鑄件MGB7659-87)是20世紀80年代編 的,材料的S、P含量控制較寬松(M0104%), 對材料的碳當量沒有限制,材料的沖擊值 較低。實際上,目前我國鋼材的冶煉技術已 達到國際先進水平,該標準對于鑄鋼件的 尺寸公差、鑄件的表面質量也要求較低。根 據該標準生產的鑄件遠不能滿足祖國大江 南北大跨度焊接結構用鑄鋼件的需要。因 此,國內迫切需要一套適用于大跨度管桁 架焊接結構用鑄鋼件的標準。目前大跨度 管桁架焊接結構用鑄鋼件主要是引用新 標準。
由于我國之前鑄鋼標準要求不高,許 多鑄造廠生產設備簡陋,難以滿足大跨度 焊接結構用鑄鋼件交付技術條件要求。在 蘇州體育場、上海新國際博覽中心、深圳游 泳跳水館等工程的鑄鋼件生產中,均出現 過因鑄鋼件質量問題而返爐重新澆鑄的現 象,成本大大增加。另外,現有鑄造廠冶煉 爐的容積較小(普遍為5t),不能滿足單件重 量較大鑄件的需要。為了保證質量、降低成 本、提高生產能力,滿足工程需要,鑄造大 跨度焊接結構用鑄鋼件的生產廠應進行技 術改造,包括從制模、冶煉、熱處理直至檢 驗的全過程改造。
2.3鑄鋼件無損檢測
超聲探傷是檢驗鋼材內部質量最方 便、經濟、有效的檢測手段。在鋼結構行業, 超聲探傷是最常用的一種檢測方法。國標《鑄鋼件超聲探傷及質量評級方法》 (GB7233-87)僅適用于厚度大于等于30mm 的鑄鋼件。事實上,大跨度焊接結構用鑄鋼 件厚度是變化的,在焊接接口處常常較薄, 厚度小于30mm也很常見,該部位是十分重 要的,按現行國標則檢測。
2.4鑄鋼件焊接及焊縫無損檢測
之前的有關鋼結構焊接的國家及行業 標準中,包括發布執行的《建筑鋼結構 焊接技術規程?(JGJ81-2002),均沒有針對 鑄鋼件焊接的有關規定。在參照執行標準 時有爭議。例如:現行的鋼材焊接工藝評定 標準均要求進行冷彎試驗,但所有鑄鋼標 準對鑄鋼件并無冷彎性能要求。那么,進行 鑄鋼件焊接工藝評定時是否應進行冷彎試 驗呢?另外,目前鑄鋼件焊接主要釆用手工 電弧焊,其他焊接方法應用于鑄鋼件還有 待于進一步實踐。
由于鑄鋼件組織不均勻、晶粒粗大、透 聲性差、衰減嚴重,焊縫超聲探傷的評審困 難,焊縫檢測應按現行標準
3、鑄鋼節點質量控制
雖然鑄鋼節點在國內廣泛推廣還需解 決許多問題,但設計師們正不斷采用該結 構形式。通過實踐,施工單位應從設計、鑄 造、焊接、檢驗等幾個方面嚴格控制鑄鋼節 點質量。
3.1節點的細部設計
鑄鋼節點的細部設計在滿足承載能力 的同時,應考慮滿足鑄造、制作及焊接工藝 要求。
1 )鑄鋼件細部設計應避免尖角或直 角,且有利于氣體排出。
2) 鑄鋼件焊接應采用對接焊縫,盡量 避免T形接頭,以降低焊接應力。
3) 明確鑄鋼件的化學成分、機械性能、 熱處理制度、精度要求、檢驗方法和合格等 級等。 3.2鑄鋼多節點焊接及焊接檢驗
3.21焊接工藝評定
鑄鋼節點焊前首先要進行焊接工藝評 定。可參照最新《建筑鋼結構焊接技術規程》或《鋼制壓力容器焊接工藝評 定?進行。彎曲試驗是否可免 做,應征得設計或監理方的同意。
3.22焊接方案及實施
焊接工藝評定合格后,應根據評定結 果及結構形式編制詳細的焊接方案,以指 導施工。焊工正式焊接鑄鋼件前,應進行焊 前模擬考試,并接受安全教育及技術培訓。
鑄鋼節點焊接除應做好焊材烘烤、坡 口清理、逐層清渣等常規焊前準備、焊接過 程質量控制工作之外,還應重點考慮以下 幾個方面。
1) 預熱及層間溫度。由于鑄鋼節點大 部分較厚,工藝要求進行預熱,但鑄鋼件形 狀不規則,厚度也不均勻,給預熱帶來很大 難度。為了避免焊縫產生冷裂紋,必須采取 有效的預熱措施,確保達到預熱溫度且溫 度均勻。焊接應連續進行,以保證層間溫度 不低于預熱溫度。
2) 焊縫返修。在施工過程中,由于大多 數鑄鋼件焊縫為全位置單面對接焊縫,焊 接難度大,岀現焊縫返修是正常的。但鑄鋼 件剛性大,返修會使局部應力增加,返修還 可能降低調質態鑄鋼的強度,因此應采取 切實有效措施降低返修率,避免二次返修。
4、結束語
近來鋼結構技術得到突飛猛進的發展。北京申奧和上海申請博覽會的成功使大跨 度管桁架結構應用前景更加廣闊,大跨度 焊接結構用鑄鋼節點愈來愈受到人們的重 視。雖然在應用中存在這樣那樣的問題,但 我們相信,隨著對鑄鋼節點研究的深入,這 些問題必然會逐步得到解決,大跨度焊接 結構用鑄鋼件的理論及應用技術將日益完 善。
